
Steam Boiler








High-Efficiency Industrial Steam Boilers: Engineering Excellence for Global Industry
In the heart of every successful industrial operation—from chemical refineries to textile mills—is a reliable source of high-pressure steam. Balkrishna Boilers Pvt. Ltd. has established itself as a global authority in the design, manufacturing, and export of high-performance industrial steam boilers. Our systems are engineered to provide maximum thermal efficiency, safety, and long-term reliability, ensuring that your production processes never face downtime.
With over two decades of expertise, we have developed a diverse portfolio of steam generators that handle over 100 different types of fuels. Whether you are looking for the compact efficiency of our WILLSTEAM series or the multi-fuel versatility of COMBIPOWER, our boilers are built to exceed international standards like IBR (Indian Boiler Regulations) and ASME.
The Technology of Superior Steam Generation
Modern steam generation requires a delicate balance of heat transfer efficiency and structural integrity. Our boilers utilize multi-pass technology—such as the three-pass fully wet-back design—to ensure that the maximum amount of heat is extracted from the fuel before flue gases exit the system. This design significantly reduces thermal stress on the rear smoke box and eliminates the need for heavy, high-maintenance refractories.
We use high-grade seamless tubes and boiler-quality plates in our fabrication process. Every weld is subjected to rigorous non-destructive testing (NDT), including radiography, to ensure that our pressure vessels can safely handle the high pressures required for modern industrial applications.
Explore Our Comprehensive Steam Boiler Range
1. WILLSTEAM & STEAMJET: Instant & Efficient
The WILLSTEAM and STEAMJET series are designed for industries that require rapid steam generation. These coil-type, once-through steam generators are ideal for laundries, small chemical plants, and food processing units where steam is needed within minutes of startup. Their compact footprint makes them excellent for facilities with limited space.
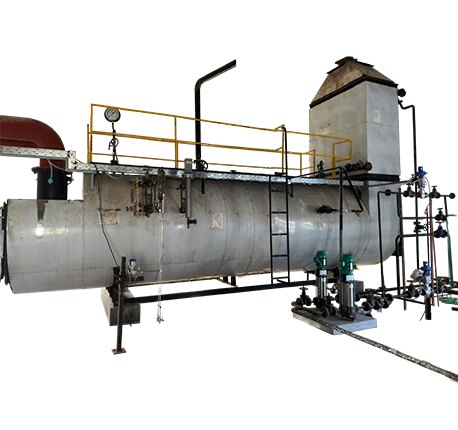
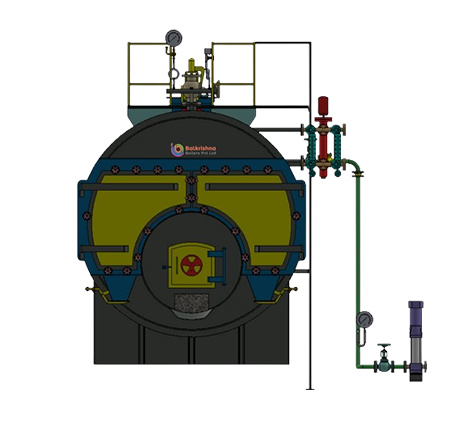
2. STEAMAX & STEAMPOWER: Robust Shell-Type Boilers
For large-scale industrial steam requirements, the STEAMAX and STEAMPOWER series offer unparalleled performance. These are high-capacity, smoke-tube boilers designed for 24/7 operation. They feature large water volumes and steam spaces, allowing them to handle sudden load fluctuations without a drop in steam pressure or quality.
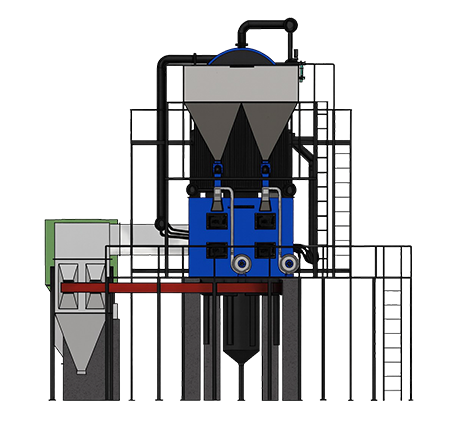
3. COMBIPOWER & ENERPOWER: Multi-Fuel Versatility
In an era of fluctuating fuel prices, the COMBIPOWER and ENERPOWER series provide the ultimate flexibility. These hybrid boilers combine water-tube and smoke-tube technologies, allowing them to burn a wide variety of solid fuels—such as coal, wood, and biomass—with high efficiency. They are designed for easy conversion between fuels, giving you total energy security.
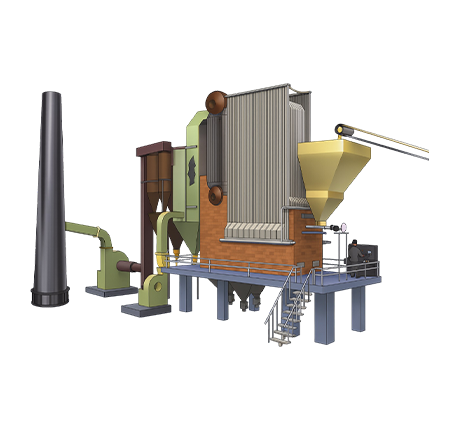
4. HUSKPOWER & PELLETAX: Sustainable Biomass Solutions
The HUSKPOWER and PELLETAX models are specifically engineered for eco-conscious industries. Optimized for agricultural waste like rice husk or wood pellets, these boilers feature specialized furnace designs that ensure complete combustion and minimal ash carry-over, helping you reduce your carbon footprint while lowering fuel costs.
5. SIB, STEAMGEN & VEPOMAX
Our specialized range including SIB (Semi-Industrial Boilers) and VEPOMAX offers tailored solutions for niche applications. Whether it's high-pressure specialized steam for laboratories or robust heating for large-scale infrastructure, these models provide the precision and power Balkrishna is known for.
Strategic Benefits of Balkrishna Steam Boilers
- Thermal Efficiency: Advanced heat recovery systems and air pre-heaters ensure our boilers reach up to 85% to 88% efficiency with solid fuels and over 90% with oil and gas.
- Unmatched Fuel Flexibility: Our furnace designs are customized to burn everything from traditional coal to specialized biomass like coconut shells and coffee husks.
- Safety First: Equipped with redundant safety valves, low-water cut-offs, and advanced pressure sensors to ensure absolute safety for your personnel and plant.
- Low Emissions: Integrated with our pollution control equipment, our steam boilers comply with the strictest environmental norms for SPM (Suspended Particulate Matter).
- Packaged Design: Most units are supplied as "packaged boilers," meaning they are factory-insulated, pre-wired, and skid-mounted for rapid installation.
Global Industries Powered by Our Steam
Pharmaceuticals: Providing clean, high-purity steam for sterilization, granulators, and heating reactors.
Textile & Garments: Powering dyeing machines, stenters, and fabric finishing processes with consistent steam pressure.
Food & Beverage: Essential for pasteurization, cooking, and evaporation in dairy, beverage, and canned food production.
Chemical & Rubber: High-pressure steam for vulcanization, distillation, and heat-intensive chemical synthesis.
Commitment to After-Sales and Support
Balkrishna Boilers Pvt. Ltd. believes that the sale is only the beginning of a long-term partnership. With a presence in over 30 countries and a network of skilled service engineers, we provide 24/7 support. From annual maintenance contracts (AMC) to the supply of genuine IBR-certified spare parts, we ensure that your boiler operates at peak efficiency for decades.
Conclusion: The Future of Industrial Steam
The demand for efficient, sustainable, and reliable steam is growing. By choosing a Balkrishna Steam Boiler—whether it's the WILLSTEAM for rapid generation or the COMBIPOWER for fuel versatility—you are investing in a legacy of engineering excellence. Contact us today to receive a customized technical proposal and a free quote for your next project.